When you click on links to various merchants on this site and make a purchase, this can result in this site earning a commission. Affiliate programs and affiliations include, but are not limited to, the eBay Partner Network.
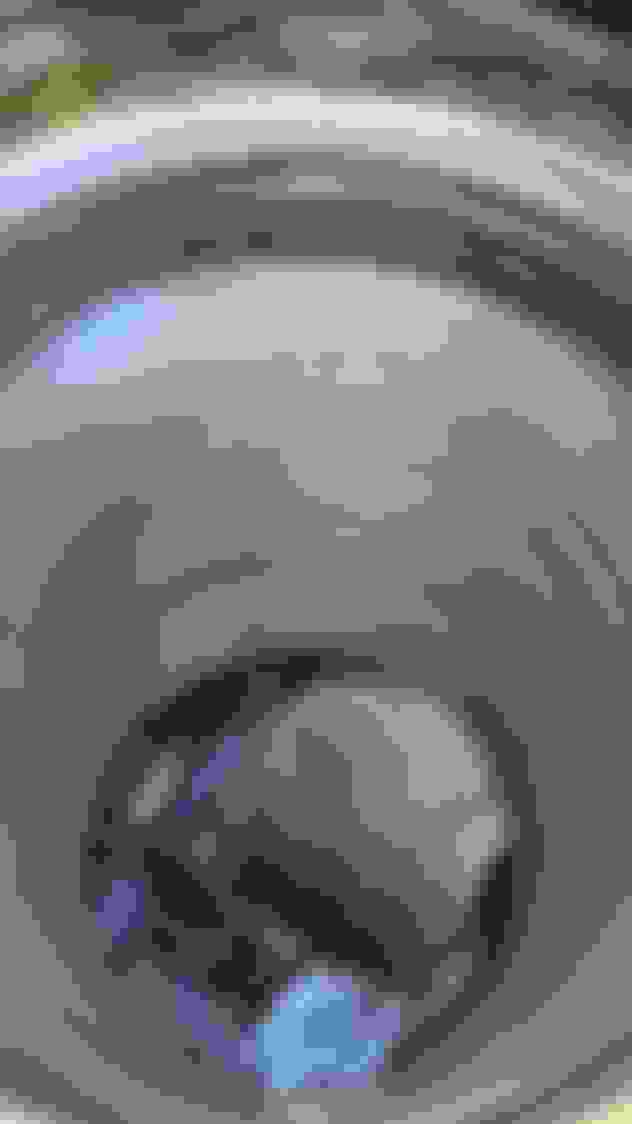
Went out and bought a stone hone as that was the only hone available to buy. Got home, lubed some oil along the cylinder walls, ran the hone exactly as all the videos I watched said to. Ended up with this mess.
How screwed am I? I don't have the budget to take it to a machine shop right now, still recovering from getting my crankshaft ground down.
Are you referring to how rough the finish is? It's supposed to be rough, a machine shop will actually "crosshatch" the walls or something like that, so that the rings will seat properly as they wear the cylinder walls and hone them for a perfect fit.
Unless you're talking about something else. Somebody correct me if I'm wrong.
Are you referring to how rough the finish is? It's supposed to be rough, a machine shop will actually "crosshatch" the walls or something like that, so that the rings will seat properly as they wear the cylinder walls and hone them for a perfect fit.
Unless you're talking about something else. Somebody correct me if I'm wrong.
I can run my fingernail over it and feel the grooves. Posted in a Facebook group and got bombarded with "dude take that to a machine shop"
I did the exact same thing for my backyard rebuild. Bought a hone that chucks into my drill and it came out looking the same as yours. I kind of freaked out too and then did some research. When you first run a rebuilt engine, the rings and cylinders aren't *perfectly fitted to each other. If you take it to a machine shop, theyll do it professionally but all they're doing is putting a rough finish on the walls so that the rings and walls will wear together creating a perfect seal. If the walls are smooth the rings won't seat and the cylinder will have low compression and blow by.
Of course a machine shop will do a better job but honestly it should be fine to hone it yourself if you followed the directions.
The trick is to run the hone up and down steadily as it spins. That way you get the "crosshatch" pattern. Only a couple of passes up-n-down is all it takes.
That's how I did mine when I did my shade-tree rebuild on it. Took me almost three years.
At least 1) I HAD a shade tree, thank goodness. Yuma is HOT in the summer, and 2) I could work on it year round. Yuma has two seasons: Hotter-n-heck, and not quite as hot. Oh, I forgot Monsoon Season. That's when Yuma has it's best chance of getting it's 3" of rain for the year. All at once. If it does get it's 3" that year. It doesn't always. Usually less...
Some nice thunderstorms, though. No rain, it just rains lightning all over the place.
"A plateau bore finish is what all types of rings eventually produce when they are fully seated, so the closer the bore can be prefinished to a plateau-like condition the less the rings and cylinders will wear as the engine breaks in, the better the rings will seal right from the start, and the longer the rings will last." https://www.enginebuildermag.com/200...e-refinishing/
Let's start with some basics.
The perfect X hash marks you see in some photos is produced by a machine, you're not going to replicate this by hand no matter how hard you try, they program in the numbers and it churns them out.
The primary, in my mind at least, purpose of this is to give the oil somewhere to sit.
It was said above something along the lines of "You want to hone the cylinders to prevent blow-by", this is inaccurate in some ways. Blow by is what escapes thru the ring gaps, unless your cylinders and rings are so worn as to allow " piston slap " (which is the piston pivoting on the connector rod inside the cylinder and then the piston not the rings are what is contacting the cylinder surface). This happens when the ring tension on the cylinder wall is no longer high enough to keep the piston stable. Now you've got a piston rocking around on rings that are already not in full contact with the cylinder wall which means when the piston goes crocked like / / the rings are only touching on the leading and trailing edge. In this case all the oil coming out of the oil ring looses its stabilizing pressure and squirts out the openings (into the combustion chamber = high oil consumption, out the bottom = no lube no cooling)
Ok that's the basics, now we are onto the legendary machining tolerance that Toyota put into the engine.
If you take the Toyota specs to a random engine machinist. Where the spec is something like 0.0002mm of piston to wall clearance. He's gonna laugh you out the door with something like "no way they produced that tolerance on an assembly line", but they infact did have crazy crazy high tolerance/accuracy. It's what makes a factory 22r/re what it is.
...
Bottom line. Will that work yes. Just keep in mind if you over did it you're going to need new, maybe oversized, rings before the cylinder walls are fully broke inin and if you wind up with piston slap polishing the cylinders before you change them you're back to square one and need to re groove the cylinder wall.
You're of course are going to want to change the oil and filter on this much sooner than regular untill you have stopped getting metal in the pan and filter..
You're looking at probably two or three times the recommended oil changes and possibly a new head gasket and set of rings, versus shelling out some cash to a machinist to give it a run on thier bore hone machine.
At this point you might as well run it and expect to incure the costs of a few extra oil and filter changes and see where your compression and oil consumption land. Because the option is taking it in and having a machine undo what you did, redo it, and expect to buy oversized stuff than you already presumably have while praying it's not so out of spec after correction that they don't make parts in that size..
Went out and bought a stone hone as that was the only hone available to buy. Got home, lubed some oil along the cylinder walls, ran the hone exactly as all the videos I watched said to. Ended up with this mess.
How screwed am I? I don't have the budget to take it to a machine shop right now, still recovering from getting my crankshaft ground down.
I would love some advice on my newly bought 93 V6 4runner! -sorry to interrupt!
The rings do not contact the entire area of the cylinder when the engine runs. There is a small area at the very top that is never contacted by a ring. Maybe the top 1/8" or 1/4" of the bore. This area experiences basically zero wear. As the rings rub up and down over the rest of the cylinder, the rings and cylinder both wear slowly. Over a long time, you end up with the a ridge at the top of the bore. A stone hone will only contact the high spots. Since the ridge is essentially a high spot, the stone hone never contacts the area just below the ridge. That's why you have that band of shiny bore that wasn't touched by the hone. A ball hone would resolve this issue if you can get your hands on one.
If you're talking about the vertical lines, you might be able to hone them out if you keep going. Just depends how deep they are. Sometimes it looks worse than it is. If you can't really feel them then you might be able to get away with it.
Also, it's obvious by the size of the ridge at the top of the bore that your bore has worn a decent bit. Standard size pistons and rings may be a bit sloppy. Oversize pistons and a bore to match would obviously be the best choice, but I know sometimes you just gotta make do. I think buying a ball hone would be the next best choice.
I don�t know if this is a V6 or if a V6 has the same �wall-to-piston� clearance specs but I got a call from my machinist asking which type of hone I wanted on the walls on my 22R, and I said it didn�t need to be real rough but I wanted it to be to spec which is 0.0008� to 0.0016�. He said it was about 0.002 and I told him that by the time he hined it, it would be way too oversized and I told him I wanted it bored again for bigger pistons. He got mad and said he�d been running his shop 40 years and he knew it would be ok. So I caved in and went ahead and assembled that engine, using my dial bore indicator to measure wall to piston clearance. Now, there�s a lot of debate on whether wall to piston clearance refers to the difference between the two diameters, which is how the measurements are taken, OR the clearance you get all the way around after assembly, which would be half the difference between the two diameters. So after about 20,000 miles I got a loud case of piston slap. Now I�ve got 55,000 miles on it and am just beginning to use a little oil and hoping it just doesn�t get too bad too soon. The next one I rebuilt, I impressed upon that same machinist to get the honing to specs and he did, and that engine runs beautifully and idles with 50 to 60 psi oil pressure. I think you may need to get it bored to about half a thiusandth under spec so the hone brings it to spec. So I�d bite it to about half a thousandth over the piston size, and I�d buy the pistons first and take them to the machinist for the boring.

 09-04-2020, 07:00 PM
09-04-2020, 07:00 PM